
Project managers tend to get a bad rap. To many, they are the "Big Brother or Sister" constantly checking up on your work to ensure you hit specific milestones from dream to reality. But without a project manager, a customer's project would never make it out of a shop on time! So thankfully, we have project managers to be the "bad guy" and keep everyone accountable for their specific tasks.

Powder coating advantages are numerous. It is a popular method of coating metal surfaces that starts with parts going through a multi-stage wash to ensure the surface is clean before applying paint. Then, a dry powder is electrostatically sprayed onto the surface either by highly-trained paint operators with paint guns or automatically with multiple spray nozzles to ensure every inch of metal is adequately coated. Then, the items are cured in an oven to create a durable and long-lasting finish. Finally, the material is spot-checked to ensure it has the proper coating. This multi-step process has multiple advantages for powder coating metal surfaces. This makes it the preferred choice over traditional liquid coatings for most forms of metal. Let's look at five key advantages that powder coating offers for sheet metal and steel.

Powder coating is a durable, long-lasting outdoor equipment and machinery finishing option. Unlike traditional paint finishes, powder coating provides superior protection against the harsh elements and weather conditions that outdoor gear is exposed to daily. Here are some reasons powder coating is ideal for outdoor equipment and machinery.

Metal junction boxes are an essential electrical system component, serving as the central point for connecting and shielding electrical wires. Whether you're an electrician or an OEM, understanding junction boxes is crucial to know how your machinery is powered. This guide will explore everything you need to know about metal junction boxes, from their types and functions to installation tips and best practices.

Parking lots and garages can be a hassle for drivers and parking operators. Drivers need to find a parking spot, while parking operators must ensure they’re making money while keeping the garage organized. That’s where self-paying kiosks come in. These kiosks are quickly becoming standard in parking garages and lots nationwide. This blog post will examine why every parking lot or garage owner needs a self-paying kiosk.

Having different types of welding in a metal fab shop is a give-in. If the metal fabrication shop you currently work with offers welding as a service, is it a metal fab shop? They might be, but welding is one of those "bread and butter" types of the fabrication process. But did you know that not all welding is the same? Different types of welding techniques and equipment are currently available in 2023. This two-part series will examine some of the more common weld techniques available at most fab shops, including ours. And then, we will come back to look at more advanced welding techniques in our next feature! Let's look at five different welding techniques you can use in 2023.

Fabricating sheet metal is the lifeblood of many fabricators across the US. In addition, these products are an important contribution to ensuring OEMs have the right parts when they need them. While sheet metal can be used in a variety of applications (and we can fabricate just about anything you can dream up), have you ever wondered what we believe are the Top 5 applications for fabricated sheet metal going into the new year? Let’s take a deep dive into the Top 5 Uses for Sheet Metal in 2023!

Accurate Metal Fabricating has added a brand new product line – medical beds. In a matter of days, it has used the expertise it gained from years of custom sheet metal fabricating to retool itself into a key supplier of rapid deployment medical beds to the Army Corps of Engineers and the City of Chicago. How they did so is yet another example of how a combination of ingenuity and determination in the face of adversity is helping to fuel our nation’s response to the COVID-19 crisis.
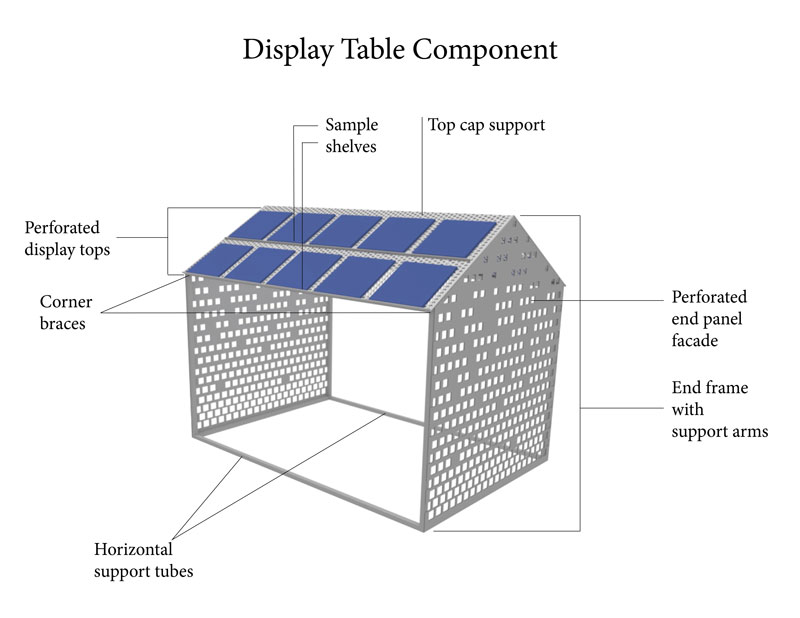
When the staff of Interiors + Sources magazine asked Accurate to design and build the display tables once again for the Material Pavilion at NeoCon, we knew that we wanted to improve the functionality and design from the prior year and as well as surpass their presentation requirements. After considerable discussion with Interiors + Sources, our engineers, and design team, we decided on the following requirements:
Read More
- Display the products at an ideal level to encourage Pavilion visitors to view and touch the samples
- Ability to ship the display tables nearly flat, easily assemble onsite, disassemble at the end of the event, and reuse for the next several years
- Enhance the design of the tables so they are as appealing as the samples they are holding
- Securely hold up to 300 lbs of weight per table
Engineering & Project Management
Once we had determined the requirements for the 2018 NeoCon display tables, our design team, engineering department, estimators, and project management team collaborated to bring the tables to life.- Design Team - Created the overall design of the display tables choosing a cubist end panel facade for a unique visual break
- Engineering - Focused on the structural requirements of each table to ensure functionality and stability.
- Project Management - Ensured the tables were made to the precise specifications and then packaged and shipped to arrive at Neocon 2018 on-time and in perfect condition
The end result was a reusable, yet appealing, display table that was able to show a large number of samples at an optimal height. Accurate has the ability to custom manufacture a display that fits your requirements, like a point-of-purchase display, merchandiser, or retail fixture. Come to us with just a concept or a fully developed product. We can work with you at any stage.

On February 23th 2018, Accurate Perforating & Accurate Metal Fabricating received certifications of conformity to ISO 9001:2015 from American Systems Registrar, LLC (ASR) of Wyoming, Mich. The International Organization for Standardization (ISO)’s recognized management standard confirms that Accurate’s perforating and metal fabricating facilities have established a quality management system that is in conformance with the International Quality System Standard for the processing of perforated metal and precision fabricated sheet metal.